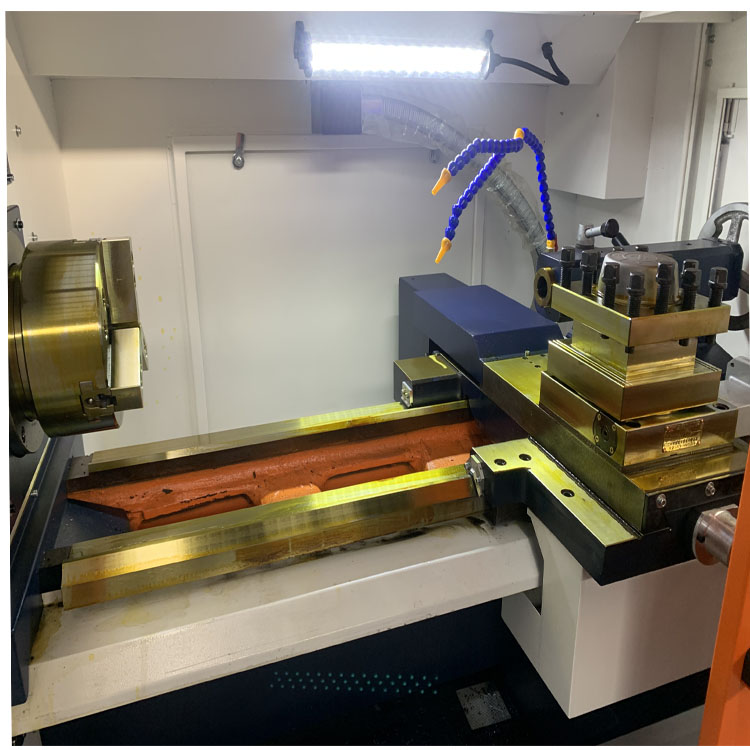
CNC lathes are widely used in the production of various components, and chucks are an essential part of the CNC lathe. The chuck is used to fix the workpiece on the spindle of the CNC lathe and drive the workpiece to rotate. There are several types of chucks commonly used in CNC lathes, and in this article, we will discuss their differences and applications.
CNC lathes are widely used in the production of various components, and chucks are an essential part of the CNC lathe. The chuck is used to fix the workpiece on the spindle of the CNC lathe and drive the workpiece to rotate. There are several types of chucks commonly used in CNC lathes, and in this article, we will discuss their differences and applications.
CNC lathes can be divided into the two-jaw chuck, three-jaw chuck, four-jaw chuck, six-jaw chuck, eight-jaw chuck, etc.
Two-jaw chuck
The two-jaw chuck: is used for fine-tuning, fine grinding, and fine milling of the dividing head, generally requiring high precision; if the low-precision double-jaw chuck can be used for rough machining and invisible position accuracy requirements, the centering accuracy is not very high.
Three-jaw chuck
The three-jaw chuck is the most commonly used in CNC lathes. It is composed of three jaws, which can move simultaneously to clamp the workpiece. The jaws of the three-jaw chuck can be adjusted independently to hold different workpieces. The clamping force of the three-jaw chuck is evenly distributed, ensuring the workpiece’s stability during processing. The three-jaw chuck is suitable for processing cylindrical and square workpieces with a diameter of less than 300mm.

Four-jaw chuck
The four-jaw chuck is composed of four jaws, which can be adjusted independently to clamp the workpiece. Compared with the three-jaw chuck, the four-jaw chuck has a larger clamping range and can clamp irregularly shaped workpieces. However, the clamping force of the four-jaw chuck is not evenly distributed, which may affect the stability of the workpiece during processing. The four-jaw chuck is suitable for processing irregularly shaped workpieces with a diameter of less than 500mm.
Six-jaw chuck and eight-jaw chuck
The six-jaw chuck is composed of six jaws, which can move simultaneously or independently to clamp the workpiece. The six-jaw chuck has a larger clamping range and a higher clamping force than the three-jaw chuck and four-jaw chuck. The six-jaw chuck is suitable for processing irregularly shaped workpieces with a diameter of less than 800mm.
The characteristics of both chucks are similar. The main purpose of increasing the number of chucks is to clamp, increase the contact area, and prevent deformation of the workpiece. For workpieces with thin-walled parts, this type of chuck is more suitable.
In terms of power, it can be divided into Collet chuck, hydraulic chuck, pneumatic chuck, manual chuck, Magnetic chuck, etc.;
 Collet chuck
Collet chuck
The collet chuck is a type of chuck that can hold the workpiece with a collet. The collet is a cone-shaped component that can be expanded or contracted by a collet chuck. The collet chuck can hold the workpiece tightly and has a high clamping force. The collet chuck is suitable for processing small and long workpieces with a diameter of less than 30mm.
Pneumatic chuck
The pneumatic chuck is a type of chuck that uses compressed air to clamp the workpiece. The pneumatic chuck has a fast clamping speed and a high clamping force. The pneumatic chuck is suitable for processing high-speed rotating workpieces with a diameter of less than 200mm.
Hydraulic chuck
The hydraulic chuck is a type of chuck that uses hydraulic pressure to clamp the workpiece. The hydraulic chuck has a high clamping force and a stable clamping performance. The hydraulic chuck is suitable for processing heavy and large workpieces with a diameter of less than 1000mm.
Magnetic chuck
The magnetic chuck is a type of chuck that uses a magnetic field to clamp the workpiece. The magnetic chuck can clamp the workpiece without contacting the surface, which ensures processing accuracy and avoids damage to the workpiece. The magnetic chuck is suitable for processing thin and small workpieces with a diameter of less than 200mm.
Manual chuck
Clamp and loosen the chuck by rotating the wrench, suitable for rough machining of some rough machining materials
In conclusion, the selection of chucks for CNC lathes should be based on the type, shape, and size of the workpiece. Chucks have different clamping ranges, forces, and methods, which determine their applications. By understanding the differences and applications of various chucks, CNC lathe operators can select the appropriate chuck to improve processing efficiency and quality.
Precautions for using CNC lathe chuck
1. When installing, inspecting, or lubricating the chuck, be sure to turn off all power to ensure the safety of the operator.
2. Do not operate the switching valve when the spindle is rotating. Do not index the chuck before the turret head returns to a safe position, and do not allow the workpiece or jaws to contact the turret head.
3. The number of revolutions of the chuck should be selected according to the cutting conditions to prevent the workpiece from flying out, and should not exceed the allowable maximum limit. Only if the jaws are designed according to the specification,
The highest spindle speed can only be achieved during balancing and processing. The heavy unbalanced jaws have a great influence on the maximum speed. Users should pay full attention when designing the jaws.
4. Before closing the safety door, do not start the spindle switch to prevent the workpiece or claws from flying out.
5. Do not exceed the maximum oil pressure of the chuck to avoid damage to the chuck or flying out of the workpiece.
8. Do not drink alcohol or take narcotic drugs before operating the machine.
9. Do not wear gloves or ties when operating the machine.
10. Be sure to use a sling or ring when disassembling the chuck.
11. When clamping the workpiece, please do not get your hands caught.
12. Do not hit the chuck to prevent the jaws or the workpiece from flying out.
 Maintenance of CNC lathe chuck
Maintenance of CNC lathe chuck
1. To ensure that the lathe chuck still has good precision after being used for a long time, lubrication is very important. Improper or improper lubrication will cause some problems, such as abnormal function at low pressure, weakened clamping force, poor clamping accuracy, and abnormal wear and seizure, so the chuck must be properly lubricated.
2. Apply molybdenum disulfide grease (the color is black) at least once a day, and pour the grease into the chuck nozzle until the grease overflows the jaw surface or the inner hole of the chuck (where the inner hole protective sleeve and the connecting nut are located), but if When the chuck rotates at high speed or a large amount of water-based cutting oil is used in processing, more lubrication is required, which must be determined according to different situations.
3. Be sure to use an air gun or similar tools to clean the chuck body and slideway surface at the end of the operation.
4. Remove the chuck at least every 6 months for disassembly and cleaning, keep the sliding surface of the jaws clean, and lubricate, to increase the life of the chuck. However, if the cast iron is cut at least once or more times every 2 months, it should be thoroughly cleaned to check whether the parts are broken or worn, and if it is serious, replace it with a new one immediately. After the inspection is completed, it must be fully oiled before it can be assembled.
5. For different workpieces, different clamping methods must be used or special fixtures must be made. The three-jaw chuck is only a general-purpose clamping tool. If it is barely used to clamp irregular or strange workpieces, the chuck will be damaged! If the chuck pressure is not normal, the chuck will be under high pressure, or the machine will be damaged. After shutdown, the chuck will still clamp the workpiece, which will reduce the life of the chuck! So when you find that the gap between the chucks is too large, you must replace the new chuck immediately.
6. The use of cutting oil with an anti-rust effect can prevent rust inside the chuck because the rest of the chuck will reduce the clamping force and cannot clamp the workpiece.